
��ؕ���Љ��y�T�ɷ�����˾��һ�Ҍ��I�Ĵ�����ˮ�վˮ݆�C�Mˮ�y�T�S�ң����S���аl���OӋ���N�ۡ����a�����졢���b���S�ޞ�һ�w���LJ�����ָ�ɔ���ˮ݆�C�Mˮ�y�T���I���a�S��֮һ

���p�������Y������Ҫ�ԡ����d���ԡ����p��ʽ�������h���Լ�������B����r��������ԭ�t�քe�x�ò�ͬ���|���ȼ���
1.����Ҫ�M��ƣ��Ӌ��Ę����У������Ӻ��p�����������|���ȼ��飺
1) ��������ֱ�ں��p�L�ȷ���ęM�Ӻ��p��T�Ό����c�ǽӽM�Ϻ��p�������r����һ�����܉��r���������
2��������ƽ���ں��p�L�ȷ���Ŀv�Ӻ��p���������
2 .����ҪӋ��ƣ�ڵĘ����У���Ҫ���cĸ�ĵȏ��Č��Ӻ��p���躸�����|���ȼ��������r�������ڶ������܉��r�˞����
3 .�ؼ������ƺ�������Q��50t��܇���ĸ����cL����֮�g�Լ���܇�������җU�c���c��֮�g��T�ν��^���p��Ҫ�������p��ʽһ��錦���c�ǽӵĽM�Ϻ��p�����|���ȼ��������ڶ���.
4 .��Ҫ���ġ�I�ν��^���õĽǺ��p�ֺ��Č����c�ǽӽM�Ϻ��p���Լ�����B�Ӳ��õĽǺ��p�����|���ȼ��飺
1)��ֱ�ӳ��܄������d����Ҫ���ƣ�ڵĽY���͵�܇���������ڻ����50t���м������Ƶ�܇�������p�����^�|���˜ʑ����϶��� ��
2) �������Y�������p�����^�|���˜ʿɞ������
���^�z��һ����Ŀ�y���Ѽy�ęz�鑪�o��5 ���Ŵ��R���ں��m�Ĺ��l�����M�У���Ҫ�r�ɲ��ôŷ�̽����B̽�����ߴ�Ĝy���������ߡ���Ҏ��

���p���^�|������������Ҏ��:
1 һ�����p���ô���δ���M�������տs��ҧ߅�ͽ��^������ȱ�ݣ�һ�����p�Ͷ������p���ô��ڱ����ס��A�����Ѽy��늻�������ȱ�ݣ�
2 �������p�����^�|���������ϱ��l��һ���Ҫ���⣬�Б��M���±������PҎ����
3 �������p�����^�|���������±����PҎ����
�OӋҪ��ȫ���ĺ��p����Ȳ�ȱ�ݵęz��������Ҫ��:
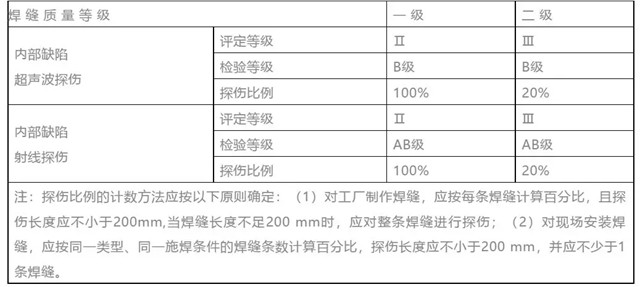
1 һ�����p���M��100%�ęz��ϸ�ȼ�����F�Ї��Ҙ˜ʡ�䓺��p�ֹ�����̽���������|���ּ�����(GB 11345)B ���z�Ģ������ϣ�
2 �������p���M�г�z����z��������С��20%����ϸ�ȼ�����F�Ї��Ҙ˜ʡ�䓺��p�ֹ�����̽���������|���ּ�����(GB 11345)B���z�Ģ������ϣ�
3 ȫ�����������p�ɲ��M�Пo�p�z�y��
4 �������c�W�ܺ��p�ij���̽��������ȱ�ݷּ������χ��ҬF�И˜�JG/T203-2007��䓽Y������̽�����|���ּ�������Ҏ����
5 ��˨���c�W�ܺ��p�ij���̽��������ȱ�ݷּ������χ��ҬF�И˜�JG/T203-2007��䓽Y������̽�����|���ּ�������Ҏ����
6 ���Θ���������������p�o�p�z�y�Y����������GB50205-2001�˜ʵ�7.3.3 �l�����PҎ���⣬߀�������C �M�к��p�����ȡ����pƫ�ƙz�y��
7 �A��T��K��Y ���c���p�ij���̽��������ȱ�ݷּ�������GB50205-2001�˜ʸ��D��Ҏ����
8 �OӋ�ļ�ָ���M���侀̽������̽�����܌�ȱ�����|�����Д��r���ɲ����侀̽���M�Йz�y����C��
9 �侀̽�������ϬF�Ї��Ҙ˜ʡ���ۻ������ӽ��^�侀������|���ּ���(GB 3323)��Ҏ�����侀������|���ȼ�������AB ����Ҫ��һ�����p�u���ϸ�ȼ����顶��ۻ������ӽ��^�侀������|���ּ���(GB 3323)�Ģ������ϣ��������p�u���ϸ�ȼ����顶��ۻ������ӽ��^�侀������|���ּ���(GB 3323)�Ģ������ϡ�
10 ������r֮һ���M�б���z�y:
1�����^�z��l�F�Ѽy�r������ԓ����ͬ��p�M��100%�ı���z�y��
2�����^�z��������Ѽy�r���������ɵIJ�λ�M�б���̽����
3���OӋ�D��Ҏ���M�б���̽���r��
4���z��T�J���б�Ҫ�r��

�F���Բ��ϑ����ôŷ�̽���M�б���ȱ�ݙz�y���_��Y��ԭ������ԭ����ʹ�ôŷ�̽���r�����ɲ��ÝB̽�����ŷ�̽�������χ��ҬF�И˜ʡ����p�ŷۙz����ȱ�ݴź۵ķּ���(JB/T 6061)��Ҏ�����B̽�������χ��ҬF�И˜ʡ����p�B�z����ȱ���E�۵ķּ���(JB/T 6062)��Ҏ�����ŷ�̽���͝B̽���ĺϸ�˜ʑ��������^�z�����PҎ����
�OӋҪ��ȫ����һ���������p�����ó���̽���M�ЃȲ�ȱ�ݵęz����̽�����܌�ȱ�������Д��r���������侀̽������Ȳ�ȱ�ݷּ���̽�����������ϬF�Ї��Ҙ˜ʡ�䓺��p�ֹ�����̽��������̽���Y���ּ���GB11345����ۻ������ӽ��^��Y������|���ּ���GB3323��Ҏ����
�������c�W�ܺ��p����˨���c�W�ܺ��p���A��T��K��Y���c��؞�����p����Ȳ�ȱ�ݷּ���̽���������քe���χ��ҬF�И˜�JG/T203-2007��䓽Y������̽�����|���ּ�������������䓽Y�����Ӽ��gҎ�̡�JGJ81��Ҏ����һ�����������p���|���ȼ���ȱ�ݷּ��������±���Ҏ����
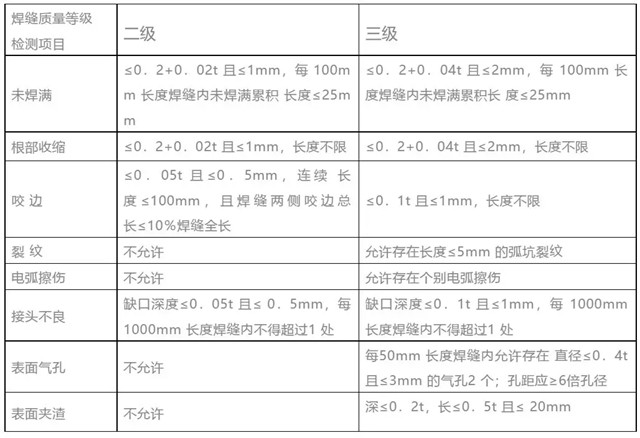
�������p�|���ȼ���ȱ�ݷּ�
�f���������Y���ij��d��r��ͬ���F�Ї��Ҙ˜ʡ�䓽Y���OӋҎ����GBJ17�Ќ����p���|����������|���ȼ����Ȳ�ȱ�ݵęz�yһ����ó���̽�����侀̽�����侀̽������ֱ�^�ԡ�һ���Ժõă��c���^ȥ�˂��X���侀̽���ɿ������^�������侀̽���ɱ��ߡ�����������s���z�y�����L��������䓽Y���д����T�ν��^�ͽǽ��^���侀�z�y��Ч����侀̽�����Ѽy��δ�ۺϵ�Σ����ȱ�ݵęz���ʵ͡�����̽���t�����෴���������Ρ����٣������N���^��ʽ���m���Ժã����Ѽy��δ�ۺϵęz�y�`���ȸߣ���������Ϻܶ����Ҍ�䓽Y���Ȳ��|���Ŀ��Ʋ��ó���̽����һ���Ѳ������侀̽����
�S�����Ϳ��g�Y�����õIJ������ӣ����ڱ��ڴ�����T��K��Y����؞���^���p̽�������ҬF���ИI�˜ʡ�����䓽Y�����Ӽ��gҎ�̡�JGJ81�нo���������ij���̽��������ȱ�ݷּ����W�ܽY�����p̽�������F�Ї��Ҙ˜�JG/T203-2007��䓽Y������̽�����|���ּ�������Ҏ�����С�
��Ҏ��Ҏ��Ҫ��ȫ����һ�����p100���z�������p�ľֲ��z���әz䓽Y������һ���^�L����ÿ�l���p��Ҏ���İٷֱ��M��̽������ÿ̎��С��200mm��Ҏ���������Cÿ�l���p�|���������ġ���䓽Y�����b���pһ�㶼���L���ֺ��p����һ���B�Ӻ��p��ÿ�l���p���L�ȴ����250-300mm֮�g�����ú��p�l��Ӌ����әz�y�ǿ��еġ�
1.T�ν��^��ʮ�ֽ��^���ǽӽ��^��Ҫ�����Č��Ӻͽnj��ӽM�Ϻ��p���亸�_�ߴ粻��С��t/4���OӋ��ƣ�����Ҫ��ĵ�܇������Ƙ����ĸ����c�������B�Ӻ��p�ĺ��_�ߴ��t/2���Ҳ���С��10mm�����_�ߴ�����Sƫ���0-4 mm��
�z�锵�����Y��ȫ���z�飻ͬ��p���10%���Ҳ�������3�l��
�z�����^��z�飬�ú��p��Ҏ���y����
�f��������1.��T�͡�ʮ���͡��ǽӽ��^��Ҫ���Č����c�ǽӽM�Ϻ��p����p�ّ������У�ͬ�r�����^��ĺ��_�ߴ磬���Շ��������PҎ����Ҏ�����_���ˌ��o�d�Y���̈́��d�Y���IJ�ͬ���_�ߴ��Ҫ��
2.���p���治�����Ѽy��������ȱ�ݡ�һ�����������p�����б����ס��A���������Ѽy��늻�������ȱ�ݡ���һ�����p���S��ҧ߅��δ���M�������տs��ȱ�ݡ�
�z�锵����ÿ��ͬ������10%���Ҳ�������3��������阋���У�ÿһ��ͺ��p���l�����5%���Ҳ�������1�l��ÿ�l�z��1�l������锵��������10̎��
�z�����^��z���ʹ�÷Ŵ��R�����p��Ҏ����䓳ߙz�飬���������x�r�����ÝB��ŷ�̽���z�顣
�f�������Ͽ��]��ͬ�|���ȼ��ĺ��p���dҪ��ͬ�����LJ���Ӱ푺��p���d������ȱ�ݶ��LJ����ı��l������Ӱ푺��p���d�������^�|��Ҫ�����������Ŀ�����o�������^�ϸ��|��Ҫ������һ���������p����Ҫ�ԣ��������ס��A���������Ѽy��늻����������ض������S���� ��Ҫ��ҧ߅��δ���M�������տs��ȱ�����dӰ푺ܴ�һ�����p���ô���ԓ�ȱ�ݡ�


